The steps involved in inspecting and packaging a potato chip

Potato chips are consistently a top seller in the highly competitive snack food market. To maintain popularity, manufacturers have developed a wide variety of flavors and styles. The manufacturing process, however, is fairly similar between them and manufacturers generally seek common objectives: a finished product with no defects, crumbs, or blisters and with a good appearance and a bright color.
Making potato chips begins with the raw potato and ends with the final packaged product. This article covers the final processes, inspecting and packaging the washed, peeled, sliced, fried, and seasoned product.
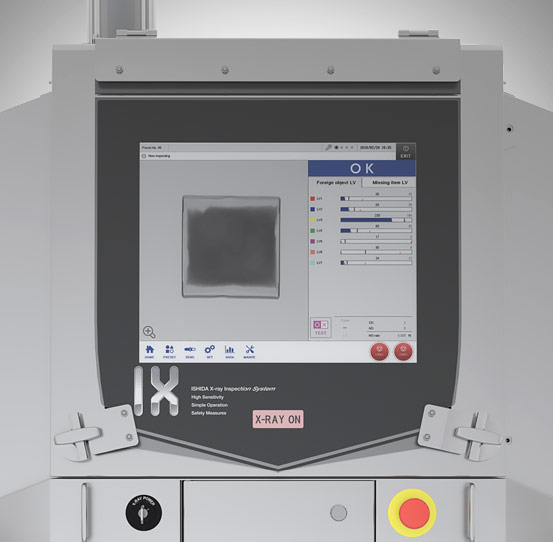 The various detection and inspection technologies have their best effectiveness in differing areas. X-ray technology can detect more than just metal (e.g., rocks, bone, plastic); however, in some cases a metal detector may be more effective at detecting low density-metal contaminants, like aluminum. If possible, using both technologies will produce the best results.
The various detection and inspection technologies have their best effectiveness in differing areas. X-ray technology can detect more than just metal (e.g., rocks, bone, plastic); however, in some cases a metal detector may be more effective at detecting low density-metal contaminants, like aluminum. If possible, using both technologies will produce the best results.
Many manufacturers use multiple technologies and have QA programs that require regular testing of their inspection system(s), either during an isolated test or randomly during the regular production process. The test samples (material and size determined by the manufacturer’s quality program) should be detected 100% of the time. In the event of a failed test, product since the last successful test typically will need to be put on hold until the reason for the failure can be determined and rectified.
Another consideration to determine the effectiveness of inspection equipment is the false reject rate. The most effect units will be able to consistently detect the quality control standards with no, or minimal, false rejects. False rejects contribute to product waste and/or production time as operators must rerun the product and ultimately affects the processor’s bottom line.
 Checkweighers detect over- and under-weight products. Some checkweighers use standard statistical information software in order to identify areas of concern for upstream process adjustment to reduce product giveaway and short-filled (underweight) product for consumers.
Checkweighers detect over- and under-weight products. Some checkweighers use standard statistical information software in order to identify areas of concern for upstream process adjustment to reduce product giveaway and short-filled (underweight) product for consumers.
Equipment that processes food, including inspection, requires special USDA certification. Heat and Control® offers the CEIA® THS/MS21 metal detector with optional USDA construction compliance certification for installations that must meet the USDA’s stringent hygiene and sanitation guidelines. This USDA-approved design eliminates any difficult to clean areas, which could harbor bacteria and comes standard with IP66/IP69k construction for protection against high pressure and caustic washdown.
After the potatoes have been inspected, they are ready for the final stage of the process: packaging. The size of the potatoes used for chips will vary depending on the final size of the package into which the chips will be packed. Small potatoes are desirable for small bags, while large potatoes are usually desirable for larger sized packages.
Packaging must be tested for water vapor and oxygen transfer rate, greased resistance, odor permeability, taste permeability, and ink and coating adherence. Each load of file should be checked by the supplier and/or the customer through visual examination for physical damage (e.g., pin holes, rips) and misprinted graphics. Stock should be limited to a three-month supply as film deteriorates as it ages.
The packaging lines should be continually checked to ensure correct fill, net weight, breakage elimination, proper seal, designated code, and proper expiration date.
If the frying oil is stabilized, packaging film is opaque and has a low moisture vapor transmittance rate, a shelf life of 4–6 weeks should be achieved when chips are stored at temperatures of approximately 70° F (21°C). Use of opaque packaging prevents light from being transmitted through the film, preventing accelerated oxidation of the potato chips.
Once potato chips are in the bag, three forms of quality degeneration will have the greatest effect on consumer acceptance:
Snack manufacturers need the ability for quick changeovers to accommodate the different sizes of packaging needed to meet consumer demand. Final packaging starts with versatile packaging systems capable of running a variety of bag sizes, speeds, and bag formats. If the packaging line is sized correctly to leverage the bag mix, then it is simply a matter of scheduling the department to meet demands. It is important to have maximum flexibility by leveraging technologies such as on-machine seasoning, product sizing, and automation where it makes sense. Small bag capacity has certainly become a challenge for snack manufacturers; it is a constant challenge to balance the line and to ensure order attainment while trying to maximize processing capability.
 In order to streamline changeovers, snack manufacturers employ different approaches depending on budgets, existing equipment, and processing goals. In general, the constants are ease of jaw or former change on VFFS, ease of sanitation for the complete line, and ease of machine operation. Snack manufacturers can further enhance this process with technology, such as auto splice for packaging and toolless changeover for automation.
In order to streamline changeovers, snack manufacturers employ different approaches depending on budgets, existing equipment, and processing goals. In general, the constants are ease of jaw or former change on VFFS, ease of sanitation for the complete line, and ease of machine operation. Snack manufacturers can further enhance this process with technology, such as auto splice for packaging and toolless changeover for automation.
In most snack food plants, the largest labor requirements are in the packaging room. The best way to reduce or to reallocate labor is to add automation. This enables manufacturers to fully leverage their packaging and processing capacity and allows PMOs to operate more systems. An automatic case packer can replace the functions of manually erecting, loading, inspecting, closing, and labeling a case. Depending on the line size, this could significantly reduce labor requirements, add packaging capacity, and leverage processing capacity. All of this provides a significant ROI and helps alleviate some of the issues related to a labor shortage.
Select a department to email:



