
Because it’s there. That’s why people climb to the top of a mountain.
For one Alberta-based family-run food processing company, the mountain top is a journey always within sight as it continues to grow its consumer base with a variety of healthy food options featuring global appeal. Mountain Top Foods Ltd. located in the town of Nanton just south of Calgary, (Alberta, Canada), is a growing enterprise that quickly found its niche in the food processing segment by creating international flavors, particularly those with an Asian flair, for dinner tables from across Canada with plans to enter the U.S. market (by) 2017.
And it all began with beef jerky. Starting out in 1994 as Three City Foods in Nanton, “We created beef jerky for the local market in our provincial meat processing plant,” Mountain Top Foods Plant Manager Jason Calvert told Canadian Packaging magazine.
While Nanton lies near the Canadian Rocky Mountains range but not actually in it, Calvert says the Mountain Top company moniker is highly emblematic of the way the company runs the business. “Our products are made to be at the ‘top’ of quality and affordability for our customers,” he explains.

The Ishida CCW-RV weigher moves processed chicken pieces into the weigher’s high-volume buckets, which automatically dispense the product in precisely measured quantities into the bagging machine below.
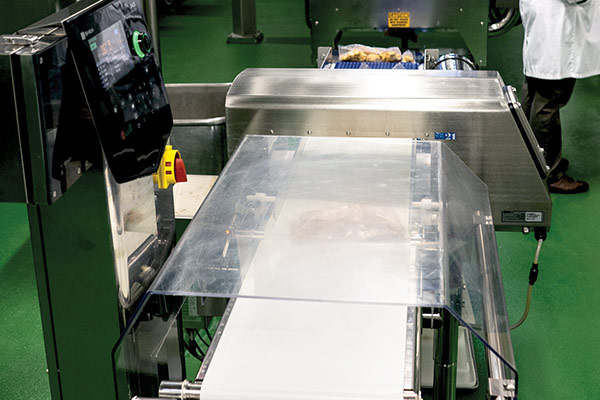
After the bagger has filled and sealed the product, the bagged product moves along a conveyor section to a combination Ishida checkweigher and CEIA metal detection unit.
Although the company still processes beef jerky products, its focus has gradually evolved to take on a more global dimension of preparing fully cooked, ready-to-eat frozen beef, chicken, and pork and marinated raw meats, with or without sauces/seasonings, for various restaurant applications… Notes Calvert, “…our business has grown over the years,…we have nearly doubled our staff…employing 50 people.” Calvert credits that strong growth on the private label side of business with enabling Mountain Top Foods to move most of its production capacity into a new 18,500-square-foot facility in early 2016. “We maintain our sales office in Calgary, and we use our Three City Foods facility as our third facility to produce sauces, while the previous 7,000-square foot federal plant remains in operation to produce marinated meat items for retail and foodservice,” he explains. “Mountain Top Foods has grown what I would describe as a medium-sized business, capable of processing up to 1,500 kilograms of cooked meat products per hour.

“We now have the capabilities to react fairly fast to any new industry trends and various customer requirements for a specific product,” he relates.
Calvert notes that while Mountain Top still produces its signature Sylvia’s International Cuisine line-up, the company was also keen to diversify its product portfolio with two new brands. “We now also produce appetizers under the new Muldoon’s Pub Classics label and a growing range of Asian-inspired foods under the Asian Inspirations brand name,” says Calvert, adding both brands soon be retailing nationally starting in early 2017.
While the company’s main production line is housed within the new facility, the other lines are set up in two secondary buildings on company’s property nearby.
“With this new facility being both SQF- and HACCP-certified,” relates Calvert, “we designed it with the equipment in mind first, with the rest of the building then constructed around it so that the raw materials enter at one end of the facility and exit at the opposite end in the shipping department as a fully finished product. “This allows for complete and total segregation of raw and ready-to-eat areas, with staff having separate points of entry for each.”
According to Calvert, constructing the facility from the processing equipment on out was a thoughtful process, brought on by a desire to begin the next phase of Mountain Top Food’s journey with brand new equipment that would “propel our business to the next level in food manufacturing and food safety.” For Mountain Top Foods, the complete packaging line was delivered to them by the Canadian subsidiary of the Hayward, CA. headquartered Heat and Control, a leading global manufacturer and supplier of automated processing and packaging machinery for food and non-food industries.
Located in Cambridge, (Ontario, Canada), Heat and Control Canada, Inc. markets itself as a true single-source for Canadian companies looking to grow their food processing business. The full line of equipment for Mountain Top Foods was installed by June of 2016, according to Calvert, with the first production run taking place in July. With the ready-to-eat production line capable of robust running speeds of up to 1,500 kilograms per hour, Calvert says he has been extremely happy with all the equipment supplied by Heat and Control.
“Heat and Control offered a complete packaging line from the discharge of the freezer right up to checkweighing,” says Calvert, “and it all runs exceptionally well.” From the moment product the leaves the cooking area, it is continually inspected for any defect while still on a conveyor prior to entering the spiral freezer.
After leaving the spiral freezer, the product moves along the first piece of equipment supplied by Heat and Control—the Fastback horizontal motion conveyor system that is capable of moving heavy loads at a safe but quick transfer. “I’ve been very pleased at how gently the Fastback moves product along to the incline conveyor,” notes Calvert. “It’s an easy piece to disassemble and clean after production.” Although the incline conveyor had some initial technical challenges, they were all resolved through Heat and Control’s excellent service. “There was obviously a lot of thought put into this machine’s design in respect to sanitation and accessibility,” he notes.
After exiting the incline conveyor, the product enters a customized vibratory screening system, where any off-sized product is discharged out the side and down a chute to the ground level. After the vibratory screening, the product moves onto two synchronized accumulation conveyors: one used to accumulate the product and the second one to feed the product to the weighing unit.
“If, for whatever reason, the weigher feed conveyor stops and begins to accumulate product, once it reaches a certain height, it will signal the accumulation conveyor to close a ramp,” explains Calvert. “The accumulator will continue to fill until it reaches a pre-programmed level, at which point it communicates to the weigher conveyor to open a diversion spiral chute so product can flow to a secondary storage area, where product can be incorporated later after the problem issue has been resolved.”
The weigher feed conveyor supplies product to a Heat and Control-supplied big-bucket CCW-RV weigher, manufactured by Ishida Co. Positioned on the plant’s upper mezzanine level, the fully-automatic 14-head Ishida scale is “an excellent and super reliable piece of equipment,” says Calvert, praising its high accuracy and consistency. Calvert notes that Mountain Top Foods also purchased specially-designed wash racks used specifically for the dispensing buckets to reduce the risk of damage during the robust sanitation process. “Our staff really appreciates the operator touchscreen that is mounted in close proximity to the bagger on the lower level,” mentions Calvert. “The Ishida has a camera on it that projects the images of what is happening above to the screen below to help with any possible troubleshooting—saving our employees from having to run up and down the mezzanine stairs to observe what is happening at the Ishida scale. “Personally, I just love how user-friendly the touchscreen is to operate when calling up recipes,” says Calvert. “Not to overdo it, but I’m really happy with this purchase and the bagger.”
(A) vertical form/fill and seal bagger was also delivered as part of the complete Heat and Control production line installation. After the bagger has filled and sealed the product, the bagged product moves along a conveyor section to a combination Ishida checkweigher and CEIA metal detection unit. An easy-to-use touchscreen on the Ishida allows operators to view production data without having to maneuver through clunky menus. “It’s also easy to read with its large fonts,” says Calvert. “Both the Ishida checkweigher and CEIA metal detection systems are excellent pieces of equipment.” From the checkweigher, the product moves along a conveyor to the final packaging area.

Says Calvert: “Putting in a new packaging line is huge capital expense and a logistical nightmare, but Heat and Control are amongst the best equipment suppliers I have ever dealt with. “Their project coordinator was one of the most organized and meticulous people I ever worked with,” he sums up, “and their Canadian Sales team was the very definition of the word ‘professional,’ always there to provide us with a quick response to any of the queries we might have.”
Reprinted from Canadian Packaging Magazine 2016
Andrew Joseph, features editor; Aidan Campbell, photographer
(The story has been excerpted)
Select a department to email:
